
以下是:本地【恒泰】HDPE燃气管施工常识的产品参数
产品参数 产品价格 13 发货期限 含运费 供货总量 6892 运费说明 3天 原料 北欧化工 外观 黑色橙条 定长 12米/支 压力 SDR11 连接方式 热熔对接 敷设方法 埋地 规格 20-315 壁厚 2-18.6 拉伸 36 断裂伸长率 400 别名 聚乙烯燃气管 本地【恒泰】HDPE燃气管施工常识,江苏省南通市恒泰实业有限公司为您提供本地【恒泰】HDPE燃气管施工常识的最新资讯,联系人:王先生,电话:0527-88266222、18151371377,QQ:292543758,发货地:阳谷县闫楼工业区1号发货到南通。 江苏省,南通市 南通市地处中国华东地区、江苏东南部、长江入海口,东抵黄海、南濒长江,与上海、苏州灯火相邀,是上海大都市圈门户、扬子江城市群核心组成部分、中国首批14个沿海开放城市之一,集黄金海岸与黄金水道于一身,拥有海岸线284千米、长江岸线226千米。
想要深入了解本地【恒泰】HDPE燃气管施工常识产品的各项功能和特点?我们为您准备了精彩视频,不容错过!以下是:本地【恒泰】HDPE燃气管施工常识的图文介绍南通PE燃气管生产制作经验品质好放心选择南通PE燃气管的详细介绍
批发货源信誉良好
南通恒泰实业有限公司是一家销售 PE燃气管的厂家。主要产品有: PE燃气管。公司一贯坚持“用户至上,信守合同”的宗旨,凭借着高质量的产品,良好的信誉。竭诚与国内外商家双赢合作,共同发展,共创辉煌!我公司组织优秀人才、引入先进设备开发研制 PE燃气管。本公司依靠雄厚的实力及的队伍,一直致力做优良的 PE燃气管:1.贴心的服务,解决客户难题,实现一站式采购。2.销售,提供性价比教高的产品。3.良好的原产地优势,以及便利的交通,让我们能够快捷的满足客户要求。在竞争日趋激烈的,公司在各地同仁的大力支持下,立信于心的经营理念,本着做商先做人的态度,全心全意为客户服务,努力做到质量好,效率高,价格优,服务棒。
恒泰实业有限公司
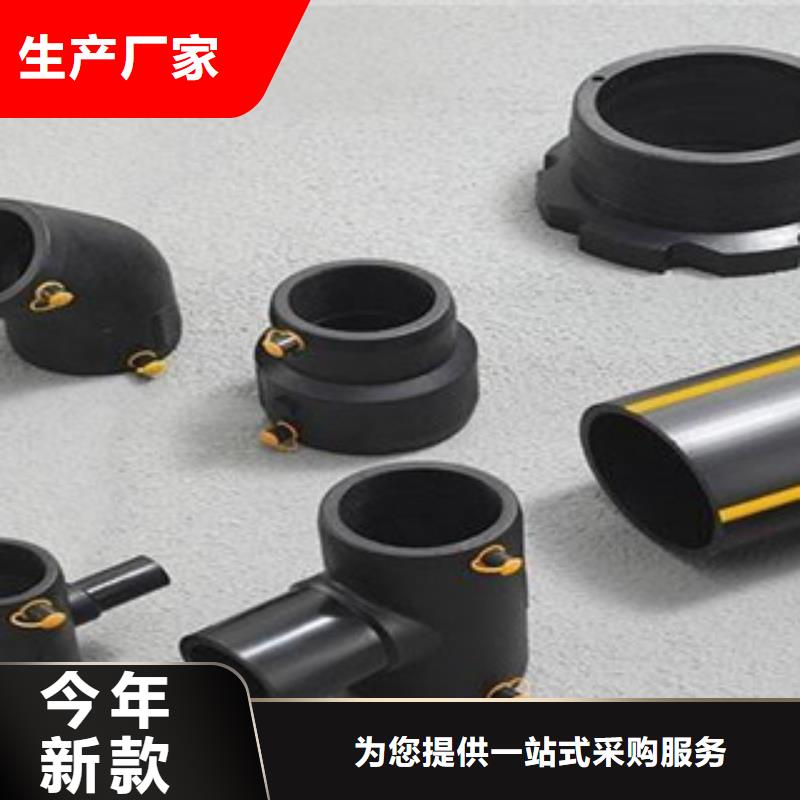
产品实拍图片从事南通PE燃气管行业多年品质值得信赖
PE管的公称压力:指PE管材20℃时输水的工作压力。若水温在25℃-45℃之间应按不同的温度下降系数,修正工作压力。 工作压力:指给水管道正常工作状态下作用在管内壁的 持续运行压力,不包括水的波动压力。工作压力由管网水力计算而得出。 设计压力:指HDPE燃气管道系统作用在管内壁上的 瞬时压力。一般采用工作压力及残余水锤压力之和。 三者的关系:公称压力≥工作压力;设计压力=1.5×工作压力。很多客户在购买了我公司的PE管材后,会遇到一些热熔对接安装的问题,因为很多客户都是 次施工,对PE管热熔对接机的使用方法不是很明白,今天小编整理了一些有关于PE管热熔方面的知识,希望大家喜欢。PE管热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接。在加热对前,需要将待焊管道的两端口进行铣削,这样一是为使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更彻底。
整个焊接工艺的主要过程为调整、加热、切换、合缝加压和冷却。对接时界面上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要把流动限制在一定范围,在有限的流动中实现“熔后焊接”。因此,对接工艺的关键是要在对接过程中调整好温度、时间、压力三参数,要把连接界面材料的性能、应力状况、几何形态以及环境条件等因素一起考虑,才能实现可靠的熔焊,要根据一般的规律和各自采用材料的特性进行试验,评价熔接质量,达到系统标准后,确定各品种规格的工艺规程,按规定 的工艺参数方法和步骤进行焊制管件的生产和现场安装施工。
操作要点及工艺步骤:
材料准备:PE管、PE管件应根据施工要求选用配套的等径、异径弯头和三通等管件。热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。夹紧PE管材:用干净的布清除两管端部的污物。将管材置于机架卡瓦内,根据所焊制的管件更换基本夹具,选择合适的卡瓦,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。管材在机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架。
切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
本地【恒泰】HDPE燃气管施工常识,江苏省南通市恒泰实业有限公司专业从事本地【恒泰】HDPE燃气管施工常识,联系人:王先生,电话:0527-88266222、18151371377,QQ:292543758,发货地:阳谷县闫楼工业区1号,以下是本地【恒泰】HDPE燃气管施工常识的详细页面。












